




门扇的生产工序和质量控制
门扇的主要功能包括:抵抗冲击波荷载、实现密闭功能、能够方便地启闭、为附属机构提供安装位置等。为了保证门框的上述功能,生产过程必须把握如下4个方面:
a. 保证门扇具有足够的结构强度。
b.保证门扇和门框的贴合面应平整。
c.密封条嵌压板和中间胶条槽处的焊缝应满焊。
d.各处的开孔位置应准确。
铰页机构的主要功能包括:支撑门扇重量、实现门扇灵活启闭、保证门扇与门框的相对位置等。闭锁机构的主要功能包括:带动门扇平移压缩密封条、承受冲击波荷载等。归纳来看,这两套机构都有重要的传动和受力需求,因此,其生产工序和质量控制的要点就是要保证结构强度和加工精度。
钢筋混凝土门、钢结构门、电控门、防电磁脉冲门的门扇结构各不相同,闭锁机构和铰页机构差异较大,尤其是钢筋混凝土门和钢结构门,由于主要材料不同,二者的生产工艺存在较大差异。以下分别介绍各类型防护设备的门扇、闭锁和铰页等机构的生产工序和质量控制要点。

钢筋混凝土门
钢筋混凝土门的门扇的生产包含下料、焊接骨架、混凝土浇筑、养护等几个主要工序,其生产工艺流程图见图3-13。
钢筋混凝土门的门扇、闭锁和铰页等机构的生产工序和质量控制要点如下:
① 下料
门扇槽钢或钢包边下料可按图纸尺寸使用剪板机剪切下料,铰页孔、吊环孔建议使用冲床或者压力机冲压成型,然后调直。
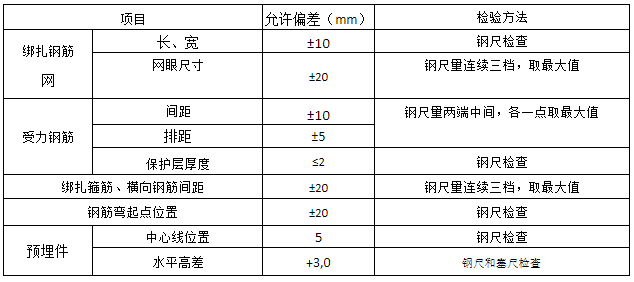
钢筋断料可采用数控自动弯箍机将钢筋下料一次成型,或将抻直的钢筋用钢筋切断机断料,并按图纸要求将钢筋折弯,钢筋加工的允许偏差见表3-16。
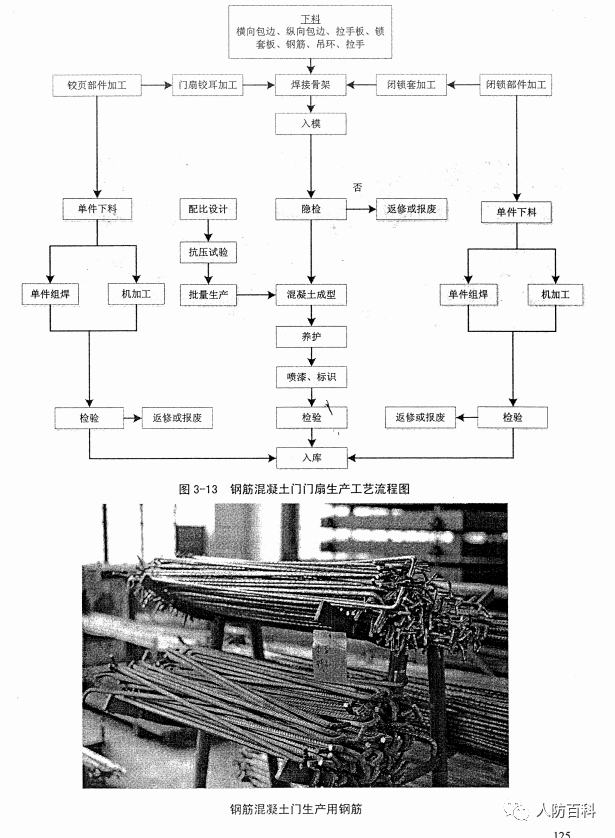
表3-16 钢筋加工的允许偏差

② 门扇边框加工制作
门扇上、下铰耳使用钢板利用数控切割机下料,按图纸尺寸进行机加工公差符合图纸要求,与门扇边框在工装胎具上焊接,保证中心高度和铰页轴孔与门扇平行,焊缝高度满足图纸要求。
钢筋混凝土门门扇边框
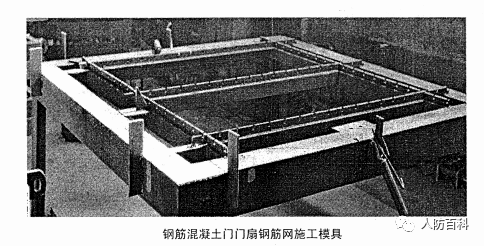
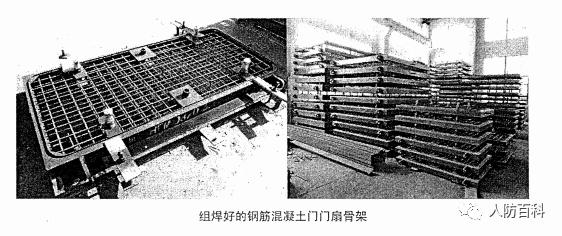
③ 组焊骨架
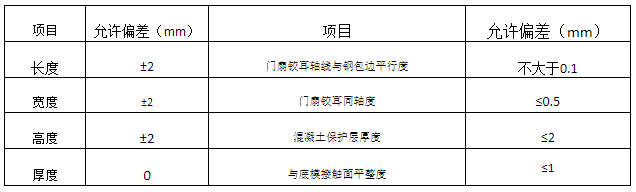
将加工好的横、纵向门扇包边固定在骨架焊接工装平台上组焊,保证门扇骨架方正平整,门扇铰耳与竖向包边平行度符合要求,钢筋混凝土门门扇骨架尺寸允许偏差见表3-17。
表.3-17 钢筋混凝土门门扇骨架尺寸允许偏差
先将横向受力钢筋焊接成骨架,待铁件等固定好后,再扎其他号钢筋,预埋件应与钢筋焊牢。若钢筋与铁件相碰时,可将钢筋错开。
用箍筋固定两网片间距,确保混凝土保护层厚度。
焊接吊环筋,拉手、拉手板,闭锁套管等应确保定位尺寸准确无误。
钢筋施工可根据实际工艺制作工装,既保证尺寸精度,又有利于提供效率。钢筋安装位置的允许偏差和检验方法要求见表3-18。
表3-18 钢筋安装位置的允许偏差和检验方法

④ 混凝土配合比的确定与控制
混凝土配合比的确定流程见图3-14。
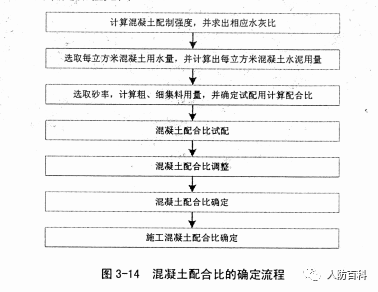
混凝土配合比控制要点如下
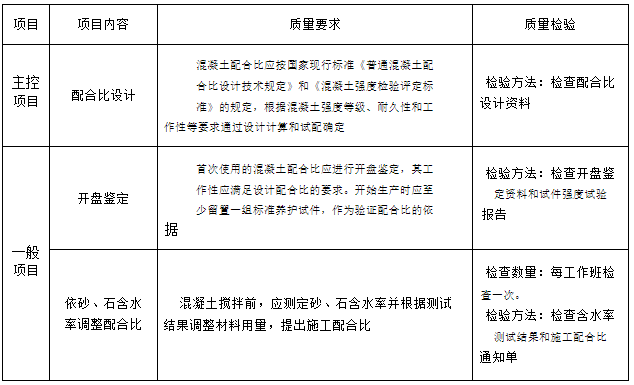
混凝土配合比应按国家现行标准《普通混凝土配合比设计技术规定》和《混凝土强度检验评定标准》的规定通过设计计算和试配确定。
首次使用的混凝土配合比应进行开盘鉴定,其工作性应满足设计配合比的要求。开始生产时应至少留置一组标准养护试件,作为验证配合比的依据。
混凝土配合比使用过程中应根据混凝土质量的动态信息及时进行调整。
配合比设计质量要求及检验方法见表3-19。

表3-19 配合比设计质量要求及检验方法
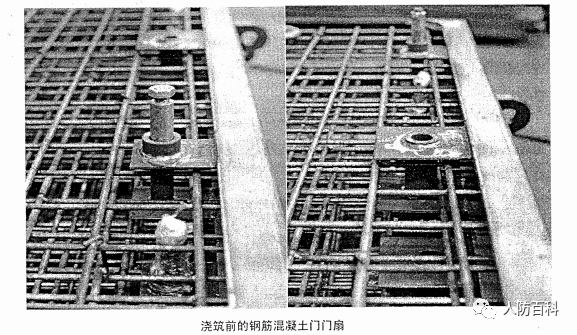
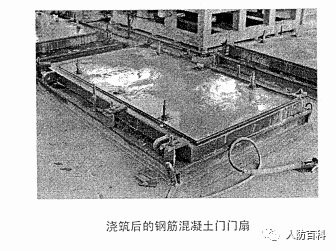
⑤ 浇筑
浇筑前应进行隐检,检查和控制模板、钢筋保护层和预埋件等的尺寸规格、数量和位置,其偏差值应符合图纸和《混凝土结构工程施工及验收规范》的规定。模板和隐蔽项目应分别进行预检和隐检,验收符合要求时方可进行浇筑。并按要求填写《隐检记录》。
混凝土浇筑前不应发生离析或初凝现象,坍落度应满足配合比的要求。
混凝土的浇筑工作,应连续进行。混凝土应振捣成型,根据施工对象及混凝土拌合物性质应选择适当的振捣器并确定振捣时间。在浇筑混凝土时,应制作供构件出池拆模和强度合格评定用的试件。
混凝土的抹面要使用原浆压面或使用1:1水泥沙浆压面,严禁使用干灰压面。
钢筋混凝土门扇如果使用自拌混凝土生产,混凝土搅拌的最短时间应符合现行国家标准《混凝土结构工程施工及验收规范》的规定。混凝土搅拌的最短时间不小于90秒。混凝土的搅拌时间每一工作班至少应抽查一次。混凝土搅拌完毕后应按要求检测混凝土拌合物的各项性能,其中混凝土拌合物的稠度应在浇筑地点取样检测,每一工作班不应少于一次。在检测坍落度时还应观察混凝土拌合物的粘聚性和保水性。
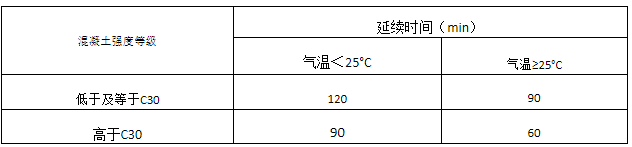
混凝土运输中应保持匀质性,不应产生分层离析现象,不应漏浆。混凝土从搅拌机卸出后到浇筑完毕的延续时间不宜超过下表的规定。混凝土拌合物运至浇筑地点时的温度最高不宜超过35℃,最低不宜低于5℃。
表3-20 混凝土从搅拌机卸出到浇筑完毕的延续时间
⑥ 养护
钢筋混凝土门的养护有自然养护的蒸汽养护两种方式。
采用自然养护方式时,浇水养护的时间,对采用硅酸盐水泥、普通硅酸盐水泥或矿渣硅酸盐水泥拌制的混凝土,不得少于7d,对掺用外加剂的混凝土,不得少于14d。浇水次数应能保持混凝土处于润湿状态。当气温在15℃以上时,在砼浇筑后的最初3d,白天至少每3h浇水一次,夜间应浇水两次,以后每昼夜浇水三次左右。高温或干燥气候应适当增加浇水次数。当日平均气温低于5℃时,不得浇水。
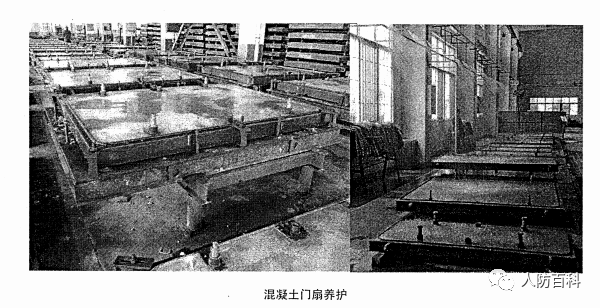
采用蒸汽法养护时,用普通硅酸盐水泥时最高养护温度不超过60℃,采用矿渣硅酸盐水泥时可提高到65℃。蒸汽法养护可分为静停、升温、恒温、降温四个阶段,具体要求是见表3-21:在温度不大于30℃的环境中静停不少于2h;混凝土升温速率不大于15℃/h;最高养生温度不超过60℃;应有一定的停汽降温时间,降温速率不大于15℃/h;养护结束时人防门表面与坑外环境温差不大于15℃。
表3-21 蒸汽法混凝土养护的时间和温度

⑦ 起模:
模板拆除时,混凝土强度应能保证其表面及棱角不受损伤。混凝土强度应符合设计要求。冬施期间起模强度达到混凝土设计抗压强度的50%。
⑧ 闭锁、铰页加工
依据图纸毛坯尺寸,使用锯床下料闭锁部分的闭锁轴、外手柄、轴套、定位销、套管和铰页部分的上铰页轴、下铰页轴。
闭锁套管板、门框铰耳、门扇铰耳可使用数控切割机、仿型机或剪板机等下料机器,按图纸尺寸及钢板宽度进行半成品小件下料。
单件组焊闭锁部分的闭锁轴、外手柄、轴套和铰页部分的门框铰耳、门扇铰耳时,应参照图纸焊接要求施焊,修补夹渣,气孔,偏弧等焊接缺陷。
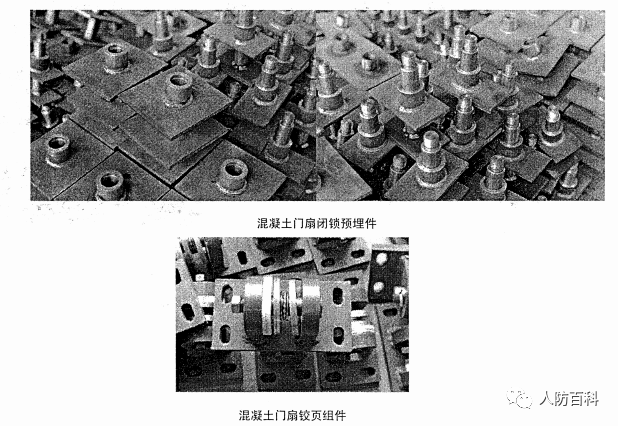
根据工件规格及加工要求,对各工件进行车、铣、刨、插、钻等各道序加工。检验员按图纸检验各部尺寸,并填写检验记录。
⑨ 喷漆、标识
油漆附着力达到GB/T9286-1988的有关要求。外露表面喷红丹防锈漆二道,每层漆膜厚度为25~30μm,不得有流淌、漏喷、堆漆等现象,并按《标识管理规定》做好标识。
转自:人防百科
版权声明:本文图片来源于网络,仅供学习交流使用,不具有任何商业用途,版权归原作者所有,如有问题请及时联系我们,我们会尽快删除。

 甘公网安备:62010202004580号
甘公网安备:62010202004580号